
目下、進めている日野コンテッサ1300のGR100 OHVエンジンのコンロッド のポリッシュについて、参考にしている教則本を参考までにここに紹介します。
“Racing Engine Preparation - A Complete Performance Guide From Building To Tuning by Waddell Wilson and Steve Smith” 、これ直訳すれば、”レーシングエンジンの準備 - 制作・組立からチューミングまでの完全なパフォーマンスガイド” でしょうか、実にその通りです。
この書籍は20年近く前に米国の自動車専門の本屋で購入したものです。今、Amazonにもないところをみると絶版になってしまったようです。ただ、 eBayの中で一冊だけチェックできました。 (eBay)
内容的には相当高度の面倒くさいことが書かれているのかというとそうではなく実に堅実な泥臭いというかおそらく実践をベースとした自宅のガレージの中でもできると思わせる内容です。よくある無知ゆえの過度なものではなく、オーソドックスなものと考えます。
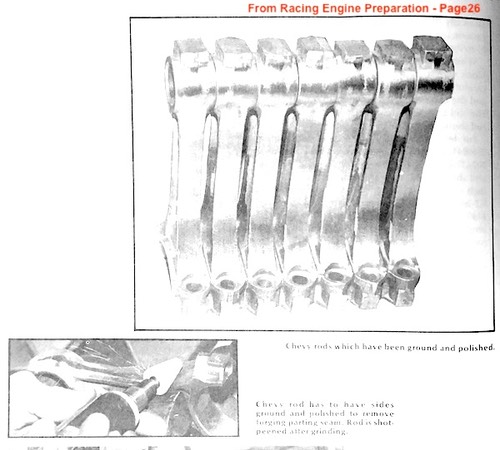
右の画像にコンロッドの加工状況や過程が紹介されています。
なるほどこの程度を参考にすればよいのかと思わせるものです。まったく雲の上の話でなく、なんとなく手に届くような気にさせてくれるものです。
そして具体的な加工プロセスについても記述されています。これをiPhoneのGoogle Translateでスキャンして日本語にすると以下のようです (無修正) :
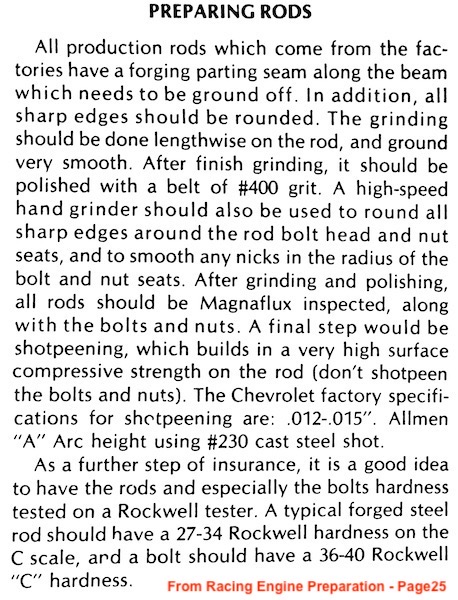
RODSの準備
工場で製造されるすべての製造ロッドには、ビームに沿って鍛造パーティングシームがあり、研磨する必要があります。さらに、すべての鋭いエッジは丸くする必要があります。粉砕は、ロッド上で縦に行われ、非常に滑らかに粉砕されるべきです。仕上げ研磨後、#400グリットのベルトで研磨する必要があります。高速ハンドグラインダーを使用して、ロッドボルトヘッドとナットシートの周りのすべての鋭いエッジを丸め、ボルトとナットシートの半径の切れ目を滑らかにする必要もあります。研削と研磨の後、すべてのロッドは、ボルトとナットとともに、マグナフラックスで検査する必要があります。最後のステップはショットピーニングです。これは、ロッドに非常に高い表面圧縮強度をもたらします(ボルトとナットをショットピーンしないでください)。シェピーニングのシボレーの工場仕様は、.012〜.015 "です。#230キャストスチールショットを使用したAllmen" A "のアークの高さ。
保険の追加ステップとして、ロッド、特にボルトの硬度をロックウェルテスターでテストすることをお勧めします。典型的な鍛造鋼棒は、Cスケールで27〜34ロックウェル硬さである必要があり、ボルトは、36〜40ロックウェル「C」硬さである必要があります。
以上にように最後の検査やボルトのことも書かれており、素人には本当に真の教則本であります。