
コンテッサ1300販売開始後、ルノーの本拠地でのパリーショー出展を前にして、
エッフェル塔と共にプレス向けの資料。
ミケロッティとの出会いはムッシュ・エッフェルの紹介だった。
そして、ルノーの技術をベースに熟成させたコンテッサ1300だった。
この一枚の絵の中にはそんな歴史の背景と恩師への尊敬の念を感ずる。
Hino's Dream, Entrusting to Contessa
4. コンテッサ1300の誕生 - ルノー公団の聖地、1964年パリサロンでデビュー
コンテッサ1300は1964年(昭和39年9月)発表・発売となったが、1961年(昭和36年)5月、日野自動車工業(株)はコンテッサ1300に関する基本設計を決定し、その8月にはボディ設計を依頼したミケロッティ宛に大まかな要望書を送っていた。その頃、すでに次期エンジンの開発が始まっていた。それはコンテッサ900に比べて水冷リヤ・エンジン方式としては大きなエンジンのため、冷却という熱の問題に対する技術陣の熱い戦いでもあった。(以下の画像は1964年10月のパリサロンのプレス向けに配布された)
コンテッサ1300販売開始後、ルノーの本拠地でのパリーショー出展を前にして、
エッフェル塔と共にプレス向けの資料。
ミケロッティとの出会いはムッシュ・エッフェルの紹介だった。
そして、ルノーの技術をベースに熟成させたコンテッサ1300だった。
この一枚の絵の中にはそんな歴史の背景と恩師への尊敬の念を感ずる。
4.1 高品質RR用エンジンの開発 - 国際市場への挑戦
大衆乗用車による工業社会をめざした星子イズムにより、日野自動車工業(以下、日野)の家本 潔(当時、専務取締役工場長)達はルノー4CVの国産化の結果としての自社開発のコンテッサ900を自信もって世に送り出して来た訳だが、必ずしも順調と言えなかった。
特にコンテッサ900のGP20エンジンには反省があった。その多くはタクシー需要であったことは既に承知の事実であるが、それは以外と早くクレームを受けることになったのだ。ルノー4CVよりも耐久性が劣ってしまったことだ。
エンジン開発を担当した鈴木 孝(当時、第二研究部第一課係長、現、副社長)達はその原因究明に奔走した。まず、それは現場に行き、実態を見ることであった。図面の上での口論などは最上の解決策ではない。現場で顧客と接触し、現物を見ることが不具合を解明するのが最良の道なのである。
「タクシー屋さんには散々かよい、怒られたね。10万kmはもたしてもらわとタクシーに使えないと。900はまあ、7-8万kmというところで。とにかく、オイル消費はコテンパンに怒られた」と鈴木が語るようにエンジニア達は方々のタクシー会社に出向いたのであった。
さて、コンテッサ900の耐久性の原因は何であったのだろうか?
GP20エンジンは基本的にはルノー4CVのスケール・アップであった。シリンダーのボアを54.5mmから60mmに広げ、ストロークを80mmから79mmから若干縮めたものの排気量は748ccから893ccへと20%程度増大したのであった。
スケール・アップには十分その強度など検討はされていたものの、ブロックの剛性不足に起因する数々の問題によるピストン・リングやシリンダー(ウエット・ライナー)の摩耗によるオイル消費量の増大等が発生したのだ。
このGP20エンジンの反省は「その場所に最低10年はいないと何も分からない」と、家本がいみじくも語るところのタクシー需要での経験を次の新型RR乗用車に活かすことだった。
コンテッサ1300用のエンジンの狙いは次に様なものだった。
まず、ボアとストロークなどの諸元の決定は、信頼性及び耐久性を重視して進められた。その結果、排気量は要求出力からトルクを十分考慮して1250cc程度にターゲットを置いた。
GR100と名付けられたコンテッサ1300用新型エンジンはGP20に比較して1250ccと40%も大きなものである。これはタクシー需要で苦汁を味わった耐久性の問題に加えて、RR固有の熱対策、更に軽量化など問題山積で正に三重苦であったといえる。しかし、それは当時、日野の小型車専門に組織された若きエンジニア集団、第二研究部の精鋭部隊にとって、苦難は予期されるものの挑戦のしがいのあったものと想像するものである。
エンジン設計の極初期、鈴木はエンジン重量を軽減と前後長を短くするために狭角のV4を考えた。しかし、このアイデアは上司の一喝で消えてしまう。これはエンジニアとして新たなるの挑戦のしがいはあるもののGP20の経験をもってみれば、世界市場を狙うマス・プロダクションとして時期早尚というものであった。
実はルノー4CV及びGP20エンジンはRR故の工夫がなされている。それはリヤに大きくオーバーハングしてマウントされるエンジンのため重量軽減と前後長を短縮するオープン・デッキとウエット・ライナーそしてロング・ストロークを採用している。この構造は当時として、小型軽量化高性能にするものの、ピストン速度の増加により耐久性等に問題が出てくるものでもあった。早い話が高速度で回転しているエンジンはシリンダー・ブロックの剛性如何によって、クランクやライナーというものはグニャグニャになるものであり、これをどの程度までおさえられかでもある。
小さな排気量であったルノー4CVに比べて同じ構造で排気量を20%程大きくしたGP20エンジンはこの問題を持っていた訳だ。しかし、新型エンジン、GR100はウエット・ライナーとオープン・デッキの採用は避けて通れなかった。排気量が50%程大きく且つ高回転を要求されるGR100ではまずこのシリンダー・ブロックの剛性の問題をかたずけておく必要があった。
当時、小型4気筒エンジンのクランク・シャフトの支持は3ベアリングの時代であった。ルノー4CV及びコンテッサ900も例外ではなかった。エンジンは時代の要求に応じて2ベアリングから3ベアリングへと発展してきた様に、当時の流れとして、4気筒エンジンの5ベアリングが更なる高出力、高回転型への要求に沿うべく実用化への兆しが見えて来た状況でもあった。
鈴木たちはまずGP20の3ベアリング・エンジンに新たに2つのバルク・ヘッドを追加し、5ベアリングの可能性を入念に試験した。これにより、シリンダー・ブロックのベアリング部のひずみ量の大幅な減少やシリンダー・ヘッドのひずみの減少を確認した。また、それと同時に5ベアリングは、3ベアリング以上に入念なシリンダー・ブロックの設計が必要であることも学んだ。
このGR100エンジンへの5ベアリングの採用はバルク・ヘッドの増加によるシリンダー・ブロックの剛性が向上し、結果的にそれはシリンダー・ライナーの変形を減少させ、ピストンとピストン・リングの摩耗が減ることであった。また、クランク・シャフトとカム・シャフトのベアリング部の変形も減るのでそれらのベアリングの耐久性も向上することであった。
更に信頼性を向上させるためにホワイト・メタル・ベアリンングが一般的であった時代に、圧力と温度に対してより優れた高価なケルメット・ベアリングと焼入れクランク・シャフトを採用した。
「乗用車でこんなものはなかった。コストも大変なものだったが社内的には通った。しかし、あのクラスでは結果的にオーバー・クゥリティだった」と鈴木は語る。
実際のGR100のシリンダー・ブロックの設計には数々の思考錯誤もあった。例えば、如何にシリンダー・ブロックの前後長をつめるかで、1mm単位の議論はなされたものだ。結果的にブロックの中にオイル・ポンプが収まらくなってしまい、オイル・パンの改造の必要にせまられたのだ。
「生産技術にかけあってプレスの可能性を検討したが、不可能ということで別ピースで溶接となってしまった。高い設計だった」と、鈴木が語る様にそれは最終的にはパッチ・ワーク的な手法を取らざるを得なかった。
シリンダー・ブロックの設計に加えて、特に大きな努力が払われた部分はルノー4CVの時代からあったパーコレーションの問題であった。通常のフロント・エンジンではキャブレターの下に位置する排気マニホールドもその暖かさをもって、ガソリンの気化を促進する方向に利用出来るものである。しかし、冷えた空気が積極的に入らないRRではその暖かさも問題を発生させる何者でもなかった。特にGR100の様に大型化したエンジンでは大きな懸念が当初から予測された。それはルノー4CVやコンテッサ900の経験からも明らかであった。
この対策のために大胆の試みがGR100では施されたのだ。それはクロス・フロー式の吸排気システムをもったシリンダー・ヘッドである。その動機は熱源となる排気マニホールドを吸気側に置かないで、反対側にもって行ってしまうという単純明快な方法であった。更にこの排気マニホールドから発生する熱を減少させるべく、排気マニホールドの長さを出来るだけ短くするために30度、エンジンを傾斜させてしまった。
しかし、これにより冬場の暖気が問題として露呈することになり、始動時の対策として電気式オートチョークが考え出された。また、同様な理由で温水によるインテーク・マニホールドを加熱する方式も採用した。
以上の様にGR100エンジンはRRが故の数々のアイデアが経験に基づいて盛り込んだものであった。それはRRのリヤ・マウントのため、重量軽減、前後長の短縮を実現するロング・ストローク、そして結果的に剛性と信頼性アップの5ベアリング、ケルメット・ベアリング及びの採用、またRR独特の熱対策で生まれたクロス・フロー&30度傾斜エンジンだった。
これらが全てRRに帰結するところに挑戦するエンジニアの魂を感じざるを得ない。そして、1962年(昭和37年)10月、第一号試作エンジンが完成したのであった。
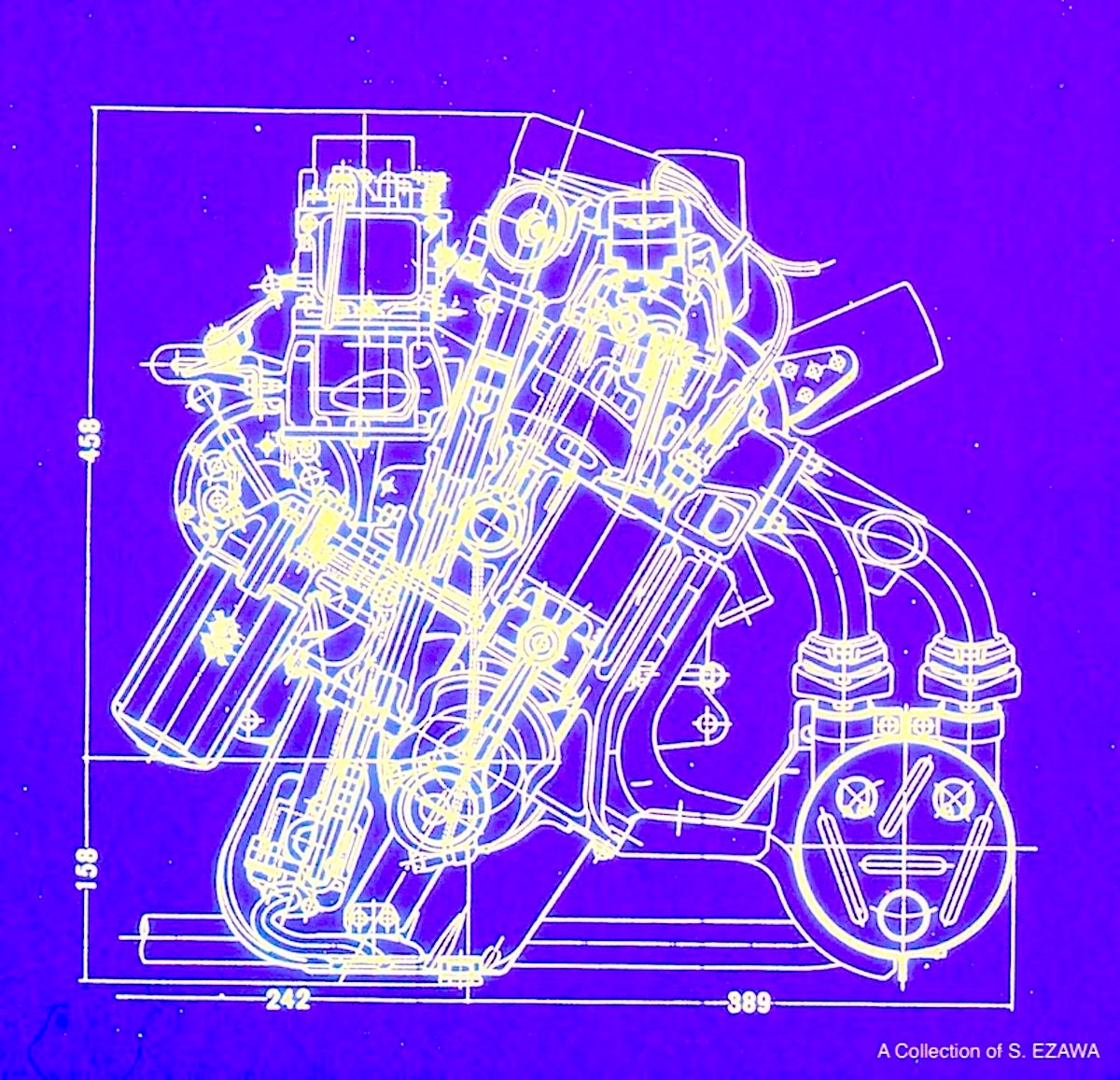
熱源の排気管を極力短くした特異な設計であった30度傾斜エンジン:GR100 (前方より)
【表-4:GR100型エンジン主要諸元 (セダン用)】
| 項目 | 諸元 |
|---|---|
| 種類 | 水冷・直4・ガソリン |
| ボア X ストローク | 71mm X 79mm |
| 総排気量 | 1,251cc |
| 圧縮比 | 8.5 |
| 最高出力 | 55ps / 5,000rpm |
| 最大トルク | 9.7kgm / 3,200rpm |
| 最小燃料消費量 | 200g / psh / 1,800rpm |
| 最高平均有効圧力 | 9.74kg / cm / 3,200rpm |
| エンジン重量 (乾) | 126kg |
| 気化器 | 日立ストロンバーグ 電気式オートチョーク |
| 空気清浄器 | ろ過式 |
| 充電発電機 | 12V 300W 交流式 |
| 始動電動器 | 12V 1ps |
| 冷却水容量 | 7.11L (STD車) |
4.2 ミケロッティとのホットな議論 - エレガントな空気孔を目指す
一方、コンテッサ1300のボデーの設計は1960年(昭和37年)1月初めに、ミケロッティから受領した実寸線図をベースに具体的に開始された。ミケロッティ側は自身のデザインからボデーの線図を作ったものであり、それはプロトタイプのためのものであり生産を考慮したものではなかった。
日野側はその線図をもとに非常に短期間で生産を考えた場合の問題点を洗い出した。線図の上にトレーシング・ペーパーをかぶせ、大まかな構造設計をやりことにより裏付けをとり、構造上からスタイリングに影響する部分、言い替えれば、ミケロッティに変更を依頼しなければならない箇所を抽出した。
そして、早くも翌月の2月には20数ヵ所の改善項目を持ってその交渉と、続くホワイト・ボデー製作のために藤沢 昭夫(当時、第二研究部第三課係長)はトリノに飛んだのであった。
「最初は喧々囂々だった。若僧が来て、世界的な名デザイナーにスタイルのあそこを直せとか、ここを直せとかと言うものだから。まあ、どうなるかと思って、向こうのペースに身をまかせることにした。そして、一週間ぐらいで気心が知れ和が出来た」と藤沢は当時を懐かしく思い出す。
日野の構造上の改善要求項目は、線図を元に変更のための裏付けをしてあったので、ミケロッティは幸いにもすぐ納得することになった。それは単にデザインのみでなく、構造をも含めて自動車を知り尽くし、デザインを行うといったトリノのカロッツェリアであったからでこそある。
そして藤沢はコンテッサ1300をデザイン通りプロトタイプを造るというミケロッティの手法、すなわち、トリノのカロッツェリアの仕事を目の前にすることになる。
1/1のクレイモデルを作り時のやり方は、まず100mmぐらいの木で枠を組み、そこに角材で部品ごとに木型を作り組み込んでゆくという方法であった。フェンダーの様な複雑な面を持つものはそのものを作り、一方、ボンネットの様に平らな面は50mm程度の板を枠組みし、面を作って行く。これらはすべて出来上がりの部品と同じ様に裏面まで正確作られている。それらの部品はドア、ボンネットからピラーまで全部はずれ、それらをゲージにして手板金やローラで一つ一つスチール・パネルからプロトタイプ用の部品を作り上げて行く。
次に鉄のアングルを組み、出来上がった部品をそれに組んで行く。そして、全部出来上がったところで中味の枠を切り取ってゆく。結果的にホワイト・ボデーが出来上がる。
「これがカロッツェリアのやり方かと、1台、2台作るにこういうやり方があるものだと感心した」と藤沢はそのやり方を語る。
ホワイト・ボデー完成後は、藤沢に替わり、内装を完成させるために上司の池田 輝男(当時、第二研究部第三課々長)がトリノに1962年(昭和37年)6月から2ヵ月ほど駐在をした。
このようにして、日野はミケロッティに若いエンジニア達をあずけ、トリノのカロッツェリアのやり方を肌でその技術習得を進めていった。
時代は遡るが、1961年(昭和36年)8月、日野がミケロッティ宛に送った大まかな要望書の中で、鈴木はエンジンの冷却のための空気の取り入れ口として前方に向けて1500平方cm以上の開口部を設けることを要求していた。これはGR100の大きなエンジンに十分なる冷却効果をもつ、ボデー・デザインに見合った空気の取り入れ口を期待してのものであった。
これに対してミケロッティは忠実に空気の取り入れ口を設けた事は言うまでもない。しかし、1961年(昭和36年)の秋に受け取ったスケッチは誰しもが期待に反したものであった。それは素晴しいボデーの流れに逆らってボデー後部に醜い口を開けていた。開口部を要求したさしもの鈴木も ”おちょぼ口” と称したものだった。
実はこの時点で日野はコンテッサ1300の冷却システムについて様々な思考錯誤をしていたのだ。また、コンテッサ900の方式はルノー4CVと似たものであったため、ルノー公団側よりクレームもついたという経過もあった。
新しい方式はおよそ7種類の方式に絞られた。それらは押出し型と呼ばれるエンジン・ルーム前方床下ないしサイドから冷たい空気を吸い込み、リヤのマウントしたラジエータを冷却し、暖まった空気を後方に排出する方法。また、吸い込み型と呼ばれる後方から冷たい空気を吸い込み、ラジエータを冷却し、暖まった空気をエンジン直下や前方の下、サイドにと各種の方法が試されていた。
その頃ルノーの新型車、R8が1962年(昭和37年)の6月にデビューするが、それに先立ち3月のジュネーブショーで公開された。このR8の冷却システムは先のモデルの4CVやドーフィンと異なり、ラジエータは最後部に置き、空気の吸い込み口はラジエータの上部に設け、暖まった空気はエンジン・ルーム下に排出する手法を採っていた。
この情報はトリノに駐在していた藤沢により早速日野にもたらされ、これを受けた技術陣は今、自分たちが思考錯誤している方法がイケると思った。日野のテストでは後方のラジエータ面の空気の流れは若干なりとも正圧であることを確認していたのだ。
「誰もが駄目だと初めから先入観を持つので、リヤから吸うことは誰もやってなかった。しかし、うちの技術者の努力があったおかげだ。何としても横の口は付けたくなかった」と家本は語る。これによりサイドに穴を開けず、後方吸入のみでの冷却の可能性を打ち出したのだった。
1962年(昭和37年)夏も過ぎたころ、プロトタイプは日野に持ち込まれた。一般の目に触れぬよう、秘密保持のために入念な管理がなされたことはいうまでもない。そして自工及び自販の幹部によるセダン及びクーペのプロトタイプと3種の1/5スケール・モデルの評価が行われた。それは当然の事ながら賛否両論があった。
フロント回りは好評だったがリヤ回りが問題だった。最も大きな意見は簡素過ぎて日本では売りにくいというものだった。特にリヤ・グリルのあたりが貧弱との評価だった。それは当時の日本人の高級車のイメージがメッキ類のモールで飾るというやり方で、ミケロッティと考え方に相違があったことだ。また、サイドの例のエア・インテークは全く不評だった。見てくれもさることなら、これでは車体からはみ出しているし、ぶつけ困るなど散々なものだった。
この様な背景でボデー・デザインのリファインために、岩崎 三郎(当時、第二研究部々長)は次の点の交渉でトリノに飛んだのであった。言わば、これはミケロッティへの逆提案というものであった。時は1962年(昭和37年)11月の初旬だった。
岩崎はトリノに飛んだものの、ミケロッティはコンテッサ900スプリントのトリノ・ショーでの展示で連日・連夜、深夜までの大忙しだった。また、トリノ・ショー後もイギリス出張を控えており、コンテッサ1300のボデーのリフィンの時間が取れる状況ではなかった。
しかし、ミケロッティは岩崎の熱意ある要望に応じことになり、イギリス出張を1日延期し、トリノ・ショーの合間をぬってクレイ・モデルの修正を3日間で完成することを約束したのであった。
「当時のヨーロッパのデザインはスタイリングの美しさを争っていた。メッキ類のモールディング等は最初、ミケロッティさんは『大衆には迎合せず、大衆は説得しなければ』と賛成ではなかった。しかし、段々と理解をしてもらい、最終的には日野の要望通りにやってくれた。その後、来日時には日本の実情を理解したようだった。日野もルノーの影響で合理主義で徹底していたがやはり、売れなければ意味がない」と岩崎は当時のミケロッティとの交渉を語る。
この修正後のデザインが今日まで残るコンテッサのスタイリングである。一時は帰国を延期することを考えた岩崎は予定通り、1週間後に日本に向けてトリノを発つことが出来た。そして、修正後の線図はトリノの飛行場で岩崎に渡されたのだった。
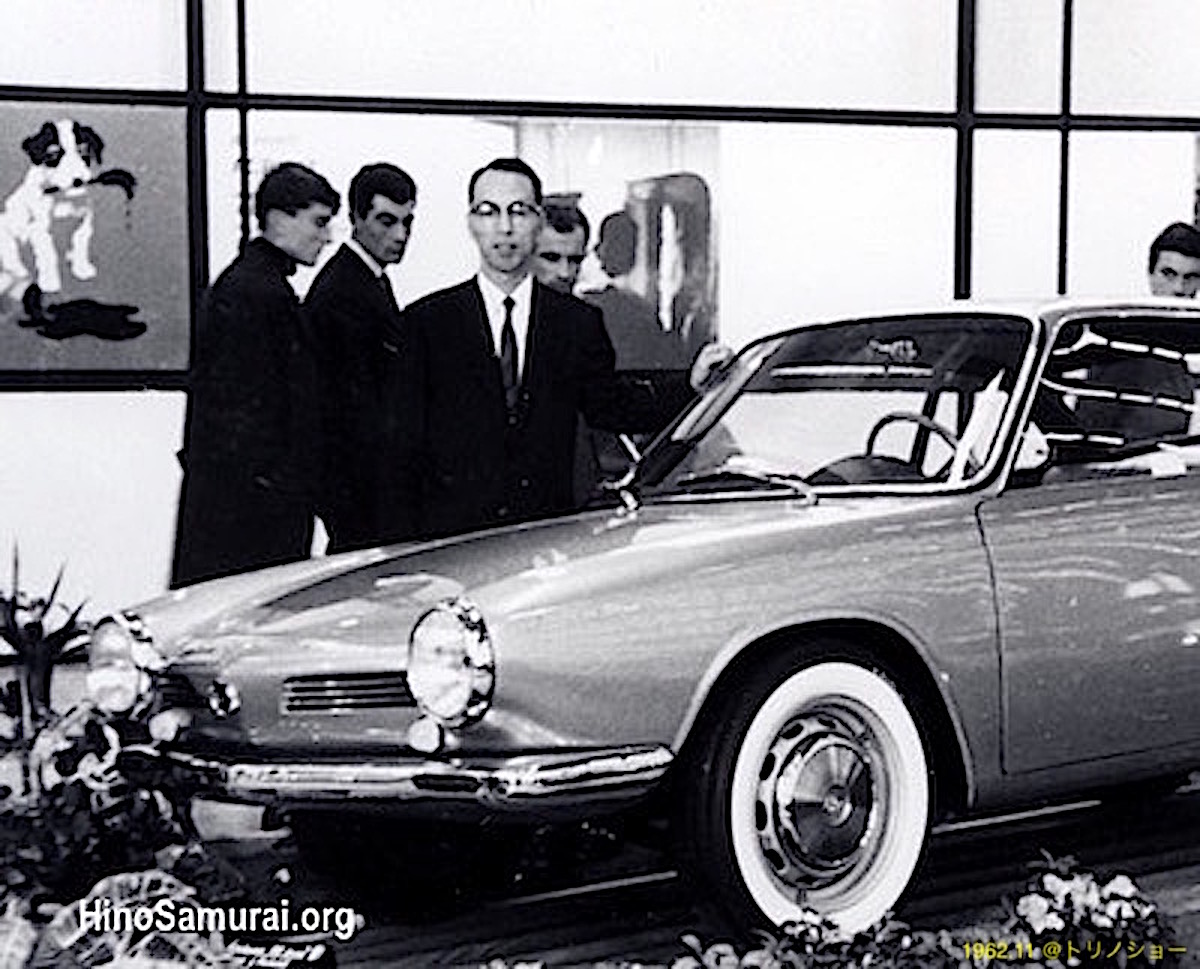
1962年11月のトリノショー、日野コンテッサ 900スプリントを前に。
岩崎氏は醜いサイドインテークに変えて後方吸入への変更交渉を成功裏に終えた!
氏は第二次大戦中を通じ、日野の技術を背負った数少ない人だった。
4.3 コンテッサ1300完成に向けて - 豪の砂漠での試走&熟成
ボデーのスタイリングのリフィンも無事完了し、シャシー・ボデーの設計も順調に進んで行った。
日野はルノー4CVによりデザイン、設計と生産技術が一体となった仕事の進め方、すなわち今日でいうコンカレント・エンジニアリングともいうべきものを早い時期から取り入れていた。コンテッサ1300の開発のころには完全にこの方式が確立し、実践していた。例えば、フロアパンをプレスするにしても部品点数を少なくして後で溶接などの箇所が少なくて済むよう、デザイン、設計と生産技術が一体で考えたもので、結果的にそれは軽い材料で剛性を向上させるなどのメリットにもなった。
「リヤ・サスペンションは大きくなった分だけ各部の強度の見直した程度」と、シャシーを担当した中原 幹男(当時、第二研究部第二課係長)が語る様にコンテッサ900で考案された日野独自のラジアス・アーム方式を踏襲した。
一方、フロント・サスペンションはルノー4CV以来のフランス的味付けの大きなキャスター・アングル(12度)やリターン・スプリングの入った当時としては切れの鋭いラック・アンド・ステアリング・ギア・ボックスは継承したものの、トーション・バー・スプリングとボール・ジョイントの採用でばね下荷重の軽減やストラット・ロッドによるオーバー・ステア対策など数々のリファインを行った。また、ディスク・ホールは当時のJIS規格最大の41/2Jを採用し、コーナリング・パワーの向上を図った。
これらの結果が、正に路面に吸いつくようなコンテッサ1300のフィーリングを実現した驚異的なロール率(横加速度 0.5g時のロール角)2.95度の秘密である。
コンテッサ・クーペは国産車で最初にディスク・ブレーキ採用したクルマでもあった。対向ピストン・タイプも検討したが、コストやスペースなどの見地から9㌅のディスク・ローターとシングル・ピストン・タイプのものを採用した。しかし、それは一般のドラム・ブレーキに比較して大きな踏力が必要だった。
「最後の最後まで悩んだ部分だ。ヨーロッパの車でもそうであったし、ディスクにすると ”これがスポーティ” であると、自分に言い聞かせてやった覚えがある。しかし、思いきり蹴飛ばすという感じだった」と、中原が思い出す様に、今ではディスク・ブレーキに常識の踏力軽減のバキューム・アシストなどはその後の時代に採用されたものだ。
そして、1963年(昭和38年)夏には数々の実験を経て、最終量産車が完成した。この間、20台の試作車と70台余りの試作エンジンが造られ、台上試験、オーバーラン試験などでエンジンの寿命に関する大幅な改善を進め、また、車両の運動性能を主体にした総合的な性能試験を進めた。
その後は生産のために準備に入り、量産設備の数々の機械装置、治具などのテストが進め、1964年(昭和39年)1月、パイロット・プロダクションを行い、工程、設備、レイアウトなどの総合的なチェックを行った。
尚、コンテッサ1300の場合、コンテッサ900で行った様な日野のテスト・コースを出ての一般路上での最終テストは行わなかった。当時、コンテッサ900では社内で「ふくろう部隊」と称し、深夜のみのテストだったり、それはマスコミから闇の試走車とか黒の試走車などど大きく騒がれ始めた頃だ。
「コンテッサ900に黒いカバーを被せ、フロントのライトのあたりはセドリックにのライトを付けたりしカムフラージュしたが、それでも各所で後をつけられたりした」と、岩崎も語るように新型車のテストは大変な苦労した訳で、一般道でのテストそのものが難しいものになってきたのだった。
コンテッサ1300ではこの様なわずわらしさを排除するため、また、輸出適格車としてのあらゆる環境下でのテストを効率良く進めるために、海外でのテストを行うということが自然の成り行きとなった。これがオーストラリアでの16000kmの秘密走行となり、日野のトレーラーとともに野宿をしながらの高速で自由に走るというテストであった。
そして、1964年(昭和39年)7月、運輸省の立ち合い試験を済ませると共に量産開始をし、9月には発表・発売となった。
コンテッサ1300で高性能・高品質車の実現が全て自社の技術で実現された。それは家本達がルノー公団と「ルノー4CVの組み並びに国産化の契約」を結んだ年から11年、暗中模索で始めた日野オリジナルのコンテッサ900の開発を始めて9年の年月を経ていた。
そして、鈴木はコンテッサ900のGP20エンジンのクレームを経験に「日野の伝統は自分の欲しい情報は自分で探しに行くことだ」と語り、「新製品はエンジニアが自分の造った商品がどの様に使われているかを自ら知ることにより生まれてくる」と若いエンジニア達に対して積極的に外に出ることを勧め、新たな技術開発の継承を怠らない。
さて、優雅な伯爵夫人を名にもつコンテッサ1300はその後、その美しい姿を ”男のロマン” の場、レース・トラックに姿を表わすことになる。

市販に向けてのプロービンググラウンドは、高速性能の耐久性が試されるオーストラリアの砂漠地帯だった!
短時間に2万キロ余りを走破、その強靭さと走行性能に揺るぎない自信を示すことになった!