(1) The establishment of manufacturing engineering department
On the occasion of a contract of "Renault 4CV" domestic production with French Regie Nationale des Usines Renault, "production engineering department" was established inDecember, l953 in Hino Motors. This was because Hino Motors recognized necessity of the systematic section which functioned between design and production as a result of document which they received at the time of a tie-up with Renault, visit to Europe investigation. t is not possible to produce the products which sustain high quality and have a function of homogeneity in large quantities unless facilities, a tool, standardization of a method of construction are achieved. A tie-up with Renault and the establishment of manufacturing technique department introduce a full-scale system thought into the first production activity for Hino Motors and are to have opened the beginning to practice.
(2) realization of technology to design and build a vehicle and a viewpoint of system technolog
On the occasion of domestic production of Renault 4CV, massive document and drawings from a design of a vehicle to production have been sent from Regie Nationale des Usines Renault. Translation of these documents was work to translate and understand technology as well as translation of words. In manufacturing technique side, it is enforcement of a plant plan, a layout, the process plan, and facilities plan that put basics in a way of thinking of an IE thing. In addition, technology examination of the production process related to production, forging, press, a sheet plate, welding, manufacturing, heat-treatment, surface treatment, the painting, assembling, and warehouses was an indispensable element. As well as these matter, the making of system about controingl them, scheduling to manage them, a technical standard, time setting was an important issue also. We experienced a fact of modern times vehicle factory in this way for a great short time, but carried out great contribution for departure from between things of Contessa that this experience continued later and technology development of a medium size truck.
(3) A step of domestic production
The domestic production of Renault 4CV was not accomplished at a time. It began to go through a lot of stages, and domestic production of 100% was achieved.
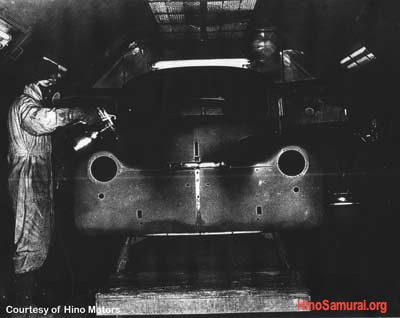
- The first step......Completion vehicler assembling ( sheet metal assembling - painting - total assembling)
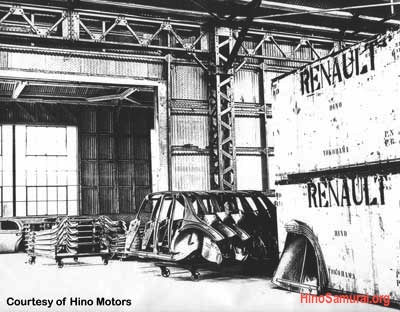
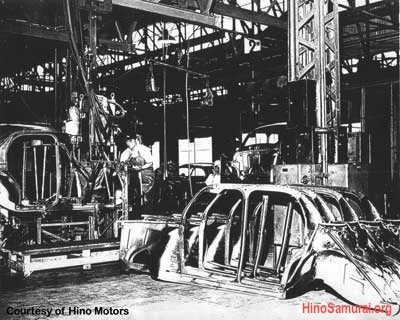
It built a CKD factory of 1200 tsubos in the northeastern district of Hino factory (a building of an existing mechanism RE experiment factory) and arranged facilities for 200 monthly productions. The first numbered passenger car went out of a line in March, 1953 and marked the first step of domestic production.
- The second step.....A front axle, steering system, cooling system, others-related unit
- The third step.....Clutch, transmission, differential, rear axle (each one piece of article material, part, Assy)
- The fourth step.....An engine (material, part, Assy)
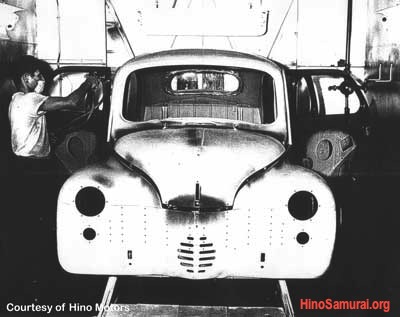
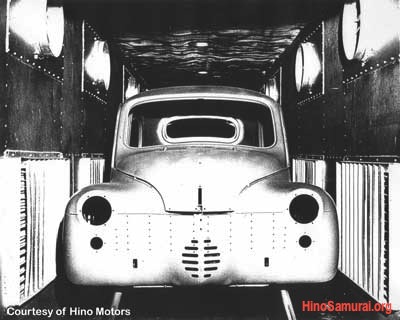
- The fifth step.....A body (press part, unit Assy, body Assy)
(4) The production of a part about Renault domestic production changed common sense of production processing technique and engineering.
All basics begin with as schedule table, a process chart, and time study. These enforcement is nothing of the role that a person of manufacturing engineering stands between designing department and production department and should carry out, and it is a layout, a premise condition of facilities preparations.
This serial work became pioneering of the IE times of the middle, a small car new factory construction boom in late 50's. A BNA standard of Renault, materials, heat-treatment, a tool, various materials department examination standards, facilities, a jig, acquisition of many documents of a tool for transportation, development let recognize enough necessity of with detail of the grain for production preparations, and it was it with consciousness reform; can ask you it. The following is main Points:
1) The division of a process, enforcement of the layout that regarded a flow as a set
About processing of Renault part, partial assembling, press - body-in-white, painting,and total assembly, those were organized an orthodx time estimate and the process division and reflected them in a layout. The current process schedule and the technical standard established the basics at this time.
2) It is learned production processing engineering on the basis of IE, QC by homologation. Homologation means the authorization, official recognition in French Homologation. On the occasion of domestic production of Renault, a part of domestic production made in all Japan was dispatched to France and needed the authorization. Therefore we cannot make a product meeting a standard only by we comprehend a document, and trying to touch the actual parts. Therefore a large number of metal plates, manufacturing, casting, forging, the painting, a main engineer and worker of each section of assembling concerned went on a business trip to France, and we made an effort for the acquisition of every technology. On the other hand, we concentrated all energy on expansion of a manufacturing engineering section and understanding of production processing engineering, acquisition of facilities, setting of a line.
(1) Itchanged the common sennce of a way of thinkig about the high frequency quenching, the selection of materials with the introduction of gas cementation technology, and a way of thinking for strength. Nickel, chrome steel were used for casting amount of strength part ((crank shaft, axle shaft, ...), but switch to middle charcoal crude steel was enabled with a quenching condition tube law of nature, an aspect of quenching depth control (such as uniform quick cooling depth, the hardness). The stability of quality realized size down of shape, high strength, high tenacity. A development effect was really big to a larger-sized truck bus part, too. As a result, this quenching that was carried out in a heat-treatment factory was incorporated in a manufacturing process line and realized an in line. We were pioneers this among the industries.
(2) The improvement of gear processing precision assumed the noise of a car it low dramatically.
The noise by fighting each other of a gear is fate of an RR (rear engine, rear drive) vehicle. However, Renault was a quiet car. Many gears are engaged smoothly, and it is because a sound is low, and it is controlled. It was processing technique of this gear that had trouble with homologation most. We adopted an articulation machine made in Gleason company, gas cementation facilities, quenching press, a grinder, heavey load of soundproofing room and facilities of a high speed turn on a production line to produce gears of high precision of processing by high productivity. As a heat-treatment factory, an intermediate heat-treatment factory founds in particular it (1957). In addition to adoption of gear abrasion quickly,it achieved a big effect to have changed a fighting each other rate to deal with engaged noise. This applies to the later very much medium-sized vehicakes and contributes to noise reduction and strength improvement.
(3) The casting of Renault part introduced a feed foraward way of thinking.
The thin thicknesse, the light weight, and the casting structure of high quality (dimensions precision / little casting defects, casting surface) had to get rid of dependence to a conventional casting craftsman. In other words it is introduction and enforcement to relate to metallurgic examination and easy facilities setting of setting of a casting bill, a design and production of a model and casting condition management (a process, an engineeringl standard). Domestic production carried out a cylinder blocking, an aluminum head, and a transmission case brought revolution for our casting technology by the acquisition of mass production casting technology and management technology in this way. The design to production about an aluminum casting die for head and T/M case especially got a lot of know-how about casting metal of gravity casting method and different kind meta.
(4) The molding technology of a thin sheet produced much influence effects.
A maker with production of a tank, and made a large-sized truck, a bus, a tank, was thickness of around 1mm was common sense with a thin shee. It is cool press sheet which is attractiveness of 0.6mm thickness as soon as it is good. However, this sheet was a thing of impossible decision for lightweight monocock structure. Through domestic production of press of a part, unit Assy and body-in-white Assy, it is a molding section of this thin sheet that poured power most. In addition, in the case of a small car, suspension relation is combination structure of a thin sheet press cas, too. A conventional ladder shape frame and different manufacturing technique were demanded here. In other words it is to produce the press casts that surface quality (fluency, wrinkle nothing, the appropriate expansion and contraction, others) is good highly of precision without back spring. A person who has only expereince with a little heat distorted, joying, a repousse metal plate, and an arc welding were equal to just receiving the baptism of new technology about press molding. Domestic production of a monocock body, this was work of the field that nobody experienced. Translation of a French drawing, full-size drawing making, an application of Hino standard, model drawing making, model production and serial domestic production accomplish work by joint work of conventional designing department and manufacturing engineering department. On the other hand, cooked press sheet of 0.6mm compromises with 0.7mm with impossibility in an iron and steel maker of those days. On the other hand, on joining technology side, resistance welding (spot and seam welding in particular) was introduced replacing with arc welding. Flashbat welding is adopted for a chassis part (an axle pipe and the joining of a flange). It may be said that our spot welding, the seam welding, the projection, the history of flashbat welding began at this time. In addition, full-scale 1400t and a press factory mainly on triple action press are born with molding-related facilities in 1957. The technology is succeeded to afterward by contessa 900, 1300, medium-sized cab truck,Hi-Lux