

日本のモノづくりの再復興の原点:先人に学ぶ
ルノー4CV国産化による自動車製造技術の飛躍的発展(日野自動車資料より)
(1)生産技術部の設立
フランスのルノー公団との「ルノー4CV」国産化契杓に当り、l953年(昭和28年12月、日野自動車に「生産技術部」が設立された。これはルノーとの提携時に受領したドキュメント、訪欧調査の結果、設計と製造のあいだのシステマティックな機能を果たす部門の必要性を認識したためであった。大量生産においては設備、道具、工法の標準化が達成されていないと、高品質で、しかも均質の機能をもつ製品を生むことはできない。ルノーとの提携と生産技術部の設立は、日野自動車にとって、初めて生産活動に本格的なシステム思考を導入、実践する端緒を開いたことになる。
(2)自動車を創る技術の体得とシステム技術の視点
ルノー4CVの国産化に当り、ルノー公団より車の設計から生産までの膨大な資料と図面が送られてきた。これらの資料の翻訳は言葉の翻訳だけでなく、技術を翻訳・理解する作業であった。また、日野自動車にとって、まさに発想転換の維新ともいえる経験であった。生産技術面でいえばIE的モノの考え方に基本をおいた、プラント計画、レイアウト、工程計画、設備計画の実施である。また製造、鍛造、プレス、板金、溶接、機械加工、熱処理、表面処理、塗装、組立、倉庫など生産工程の技術検討が不可欠な要素であった。さらにこれらをコントロール、管理する工程表、技術標準、時間設定に至るシステム作りも重要課題だ。こうして近代自動車工場の実際を非常な短時間に体験したわけだが、この経験があとに続くコンテッサの間発、中型トラックの技術開発に多大な貢献を果たしたのである。
(3)国産化のステップ
ルノー4CVの国産化は一気になしとげられたわけではない。段階を踏んで、はじめて100%の国産化が達成された。
- 第1ステップ…完成車組立(板金組立一塗装一総組立)
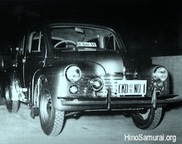
日野工場東北部(現機構RE実験工場の建物)に1200坪のCKD工場(ホワイトボディAssy - paint - 艤装 - 検査タッチアップラインを含む)建設、月産200台をねらい設備設定をした。昭和28年3月第1号車がラインオフし、国産化の第一歩を印した. - 第2ステップ…フロントアクスル、ステアリングシステム、クーリングシステムその他関連のユニット
- 第3ステップ…クラッチ、トランスミッション、デフ、リヤアクスル(各単品素材、部品、Assy)
- 第4ステップ…エンジン(素材、部品、Assy)
- 第5ステップ…ボディ(プレス品、ユニットAssy、ボディAssy)
(4)ルノー国産化部品の製作は生産加工技術の常識を変えた。
すべての基本は工程表(GUMガム)、工程図(フィッシュ)、時間研究(MDT Rating)から始まる。これらの実施は生産技術者が設計部門と製造部門との間に立って果たすべき役割の一つで、レイアウト、設備準備の前提条件である。
この一連の作業は、30年代中期のIE時代、小型車新工場建設ブームの先がけとなった。ルノーのBNA規格、材料、熱処理、工具、各種材科試験規格、設備、治具、運搬具の諸資料の入手、展開は生産準備に対するきめの細かさの必要性を十分認識させ意識改革となったといえる。主な特長をあげる。
- 工程の分割、集合と流れを考えたレイアウトの実施
ルノー部品の加工、部分組立、プレス~ホワイトポディ、塗装、総祖立について、オーソドックスな時間見積りと工程分割、編成を行ない、レイアウトに反映した。現在の工程表、技術標準はこの時に基礎を築いたといえる。 - ホモロゲーションによりIE、QCを踏まえた生産加工技術を習得
ホモロゲーションとはフランス語のHomologationで認可、公認を意味する。ルノーの国産化に際してすべての日本製国産化部品をフランス本国に送付、その認可を必要とした。しかも国産化契約5年以内に実施するわけである。そのためには資料を読みこなし、モノに触って見るだけでは規格に適合する製品はつくりえない。そこで、板金から、機械加工、鋳造、鍛造、塗装、組立まで関係各部門の中堅技術者・作業員が大勢渡仏し、あらゆる技術の吸収に努めた。一方で生産技術部門の拡充と生産加工技術の会得、設備の入手、ラインの設定に全力を注いだ。- 高周波焼入れ、ガス浸炭技術の導入は材料選択、強度に対する考え方の常識を変えた。
軸物(クランクシャフト、アクスルシャフト、…)など高強度部品にはニッケル、クローム鋼などが使用されていたが、焼入れ条件菅理、焼入れ深さ制御(均一焼入深さ、硬度等…)の面で中炭粗鋼への転換が可能になった。品質の安定は形状のサイズダウン、高強度、高靭性を実現した。さらに大型トラックバス部品へ展開効果もすこぷる大きかった。熱処理工場内で実施していたこの焼入れは、やがて機械加工工程ラインの中に組み込まれ、イン・ライン化を実現。これは業界でも当社が草分であった。 - ギヤ加工精度の向上は車の騒音をイッキに低くした。
ギヤのかみ合い騒音はRR(リヤエンジン、リヤドライプ)車の宿命である。しかし、ルノーは静かな車であった。それは数多くのギヤがスムーズにかみ合い、音が低く抑えられているからだ。ホモロゲーションで一番苦労したのがこのギヤの加工技術であった。生産性が高く、加工精度も高いギヤを製造するためにグリーソン社製歯切マシン、ガス浸炭設備、クェンチングプレス、研磨盤、防音室の重荷重、高速回転の設備を生産ラインに採用した。特に、熱処理工場として中間熱処理工場が新設(32年)された。また、いち早くギヤの研摩を採用するほか、かみ合い率を変え、かみ合い騒音に対処し、大きな効果をあげた。これはその後の大、中型車にも適用、騒音低減と強度向上に寄与している。 - ルノー部品の鋳造はフィードフォワード的考え方を導入した。
薄肉、軽量、高品質(寸法精度・少ない鋳造欠陥、鋳肌)の鋳物造りは、これまでの鋳物職人への依存から脱却しなければならなかった。すなわち、冶金学的検討と鋳造法案(工程、技術標準)の設定、型の設計製作、鋳物条件管理の容易な設備設定などの導入と実施である。こうして実施されたシリンダブロック、アルミヘッド、トランスミッションケース等の国産化は量産鋳造技術、管理技術を習得するなど当社の鋳物技術に大変革をもたらした。特にへッド、T/Mケースのアルミ鋳造金型の設計から製作、グラピティ鋳造技術、へリサート用異種金属の鋳込みなどかなりのノウハウを得た。 - 薄板の成形技術は多くの波及効果を生んだ。
戦車の製造から始まって大型トラック、バス、特車を作っていろメーカーにとって薄板とはせいぜい1mm位の厚さが常識であった。それがいきなり0.6mm厚さの美麗な冷間圧延板である。しかしこの薄板が軽量モノコック構造に不可決のものであった。パーツのプレス、ユニットAssy、ホワイトボディAssyと最も国産化の中で、勢力を注いだのがこの薄板の成形部門である。また小型乗用車の場合サスペンション廻りもまた、薄板プレス成形品の組合わせ構造である。ここでも従来のハシゴ形状フレームと異なった生産技術が要求された。すなわちバックスプリングのない精度の高い、しかも表面品質(なめらかさ、無しわ、適切な伸び等)の良いプレス成形品の製造であり、熱歪や溶接跡の少ない溶接、接合、打出し板金とアーク溶接の軽験しかない者にとってはこのようなプレス成形や接合は正に新技術の洗礼を受けるに等しかった。モノコックボディの国産化、これは誰もが経験していない分野の作業であった。従来の設計部門と生産技術部門の混成協業でフランスの図面の翻訳、原寸図作成、日野規格の適用、型図面作成、型製作と一連の国産化作業を遂行している。一方0.6mm冷間圧延鋼板は当時の鉄鋼メーカーでは不可能で0.7mmに妥協している。一方接合技術面ではアーク溶接に変わり、抵抗溶接(特にスポット溶接、シーム溶接)が導入された。シャシ部品に対してはフラッシュバット溶接(アクスルパイプとフランジの接合)が採用されている。当社のスポット溶接、シーム溶接、プロジェクション、フラッシェバット溶接の歴史はこの時に始まったといって良い。また、成型関係の設備では1957年(昭和32年)には本格的な1400トンやトリプルアクションプレスを中心としたプレス工場が誕生している。以後、コンテッサ900、1300、中型トラックキヤブ、ハイラックスとその技術は引きつがれていくのである。
- 高周波焼入れ、ガス浸炭技術の導入は材料選択、強度に対する考え方の常識を変えた。
(SE)
Renault Hino (1953) Knockdown Production (1)
The origin of re-revival of the Japanese product engineering & manufacturing: learning from ancient people
Rapid development of car production technology by Renault 4CV domestic production
(by Hino Motors document)
(1) The establishment of manufacturing engineering department
On the occasion of a contract of "Renault 4CV" domestic production with French Regie Nationale des Usines Renault, "production engineering department" was established inDecember, l953 in Hino Motors. This was because Hino Motors recognized necessity of the systematic section which functioned between design and production as a result of document which they received at the time of a tie-up with Renault, visit to Europe investigation. t is not possible to produce the products which sustain high quality and have a function of homogeneity in large quantities unless facilities, a tool, standardization of a method of construction are achieved. A tie-up with Renault and the establishment of manufacturing technique department introduce a full-scale system thought into the first production activity for Hino Motors and are to have opened the beginning to practice.
(2) Realization of technology to design and build a vehicle and a viewpoint of system technology
On the occasion of domestic production of Renault 4CV, massive document and drawings from a design of a vehicle to production have been sent from Regie Nationale des Usines Renault. Translation of these documents was work to translate and understand technology as well as translation of words. In manufacturing technique side, it is enforcement of a plant plan, a layout, the process plan, and facilities plan that put basics in a way of thinking of an IE thing. In addition, technology examination of the production process related to production, forging, press, a sheet plate, welding, manufacturing, heat-treatment, surface treatment, the painting, assembling, and warehouses was an indispensable element. As well as these matter, the making of system about controingl them, scheduling to manage them, a technical standard, time setting was an important issue also. We experienced a fact of modern times vehicle factory in this way for a great short time, but carried out great contribution for departure from between things of Contessa that this experience continued later and technology development of a medium size truck.
(3) A step toward domestic production
The domestic production of Renault 4CV was not accomplished at a time. It began to go through a lot of stages, and domestic production of 100% was achieved.
- The first step......Completion vehicle assembling ( sheet metal assembling - painting - total assembling)
It built a CKD factory of 1200 tsubos (approximately 4000 Square meter) in the northeastern district of Hino factory (a building of an existing mechanism RE experiment factory) and arranged facilities for 200 monthly productions. The first numbered passenger car went out of a line in March, 1953 and marked the first step of domestic production. - The second step.....A front axle, steering system, cooling system, others-related unit
- The third step.....Clutch, transmission, differential, rear axle (each one piece of article material, part, Assy)
- The fourth step.....An engine (material, part, Assy)
- The fifth step.....A body (press part, unit Assy, body Assy)
(4) The production of a part about Renault domestic production changed common sense of production processing technique and engineering.
All basics begin with as schedule table, a process chart, and time study. These enforcement is nothing of the role that a person of manufacturing engineering stands between designing department and production department and should carry out, and it is a layout, a premise condition of facilities preparations.
This serial work became pioneering of the IE times of the middle, a small car new factory construction boom in late 50's. A BNA standard of Renault, materials, heat-treatment, a tool, various materials department examination standards, facilities, a jig, acquisition of many documents of a tool for transportation, development let recognize enough necessity of with detail of the grain for production preparations, and it was it with consciousness reform; can ask you it. The following is main Points:
- The division of a process, enforcement of the layout that regarded a flow as a set
About processing of Renault part, partial assembling, press - body-in-white, painting,and total assembly, those were organized an orthodx time estimate and the process division and reflected them in a layout. The current process schedule and the technical standard established the basics at this time. - It is learned production processing engineering on the basis of IE, QC by homologation.
Homologation means the authorization, official recognition in French Homologation. On the occasion of domestic production of Renault, a part of domestic production made in all Japan was dispatched to France and needed the authorization. Therefore we cannot make a product meeting a standard only by we comprehend a document, and trying to touch the actual parts. Therefore a large number of metal plates, manufacturing, casting, forging, the painting, a main engineer and worker of each section of assembling concerned went on a business trip to France, and we made an effort for the acquisition of every technology. On the other hand, we concentrated all energy on expansion of a manufacturing engineering section and understanding of production processing engineering, acquisition of facilities, setting of a line.- Itchanged the common sennce of a way of thinkig about the high frequency quenching, the selection of materials with the introduction of gas cementation technology, and a way of thinking for strength. Nickel, chrome steel were used for casting amount of strength part ((crank shaft, axle shaft, ...), but switch to middle charcoal crude steel was enabled with a quenching condition tube law of nature, an aspect of quenching depth control (such as uniform quick cooling depth, the hardness). The stability of quality realized size down of shape, high strength, high tenacity. A development effect was really big to a larger-sized truck bus part, too. As a result, this quenching that was carried out in a heat-treatment factory was incorporated in a manufacturing process line and realized an in line. We were pioneers this among the industries.
- The improvement of gear processing precision assumed the noise of a car it low dramatically.
The noise by fighting each other of a gear is fate of an RR (rear engine, rear drive) vehicle. However, Renault was a quiet car. Many gears are engaged smoothly, and it is because a sound is low, and it is controlled. It was processing technique of this gear that had trouble with homologation most. We adopted an articulation machine made in Gleason company, gas cementation facilities, quenching press, a grinder, heavey load of soundproofing room and facilities of a high speed turn on a production line to produce gears of high precision of processing by high productivity. As a heat-treatment factory, an intermediate heat-treatment factory founds in particular it (1957). In addition to adoption of gear abrasion quickly,it achieved a big effect to have changed a fighting each other rate to deal with engaged noise. This applies to the later very much medium-sized vehicakes and contributes to noise reduction and strength improvement. - The casting of Renault part introduced a feed foraward way of thinking.
The thin thicknesse, the light weight, and the casting structure of high quality (dimensions precision / little casting defects, casting surface) had to get rid of dependence to a conventional casting craftsman. In other words it is introduction and enforcement to relate to metallurgic examination and easy facilities setting of setting of a casting bill, a design and production of a model and casting condition management (a process, an engineeringl standard). Domestic production carried out a cylinder blocking, an aluminum head, and a transmission case brought revolution for our casting technology by the acquisition of mass production casting technology and management technology in this way. The design to production about an aluminum casting die for head and T/M case especially got a lot of know-how about casting metal of gravity casting method and different kind meta. - The molding technology of a thin sheet produced much influence effects.
A maker with production of a tank, and made a large-sized truck, a bus, a tank, was thickness of around 1mm was common sense with a thin shee. It is cool press sheet which is attractiveness of 0.6mm thickness as soon as it is good. However, this sheet was a thing of impossible decision for lightweight monocock structure. Through domestic production of press of a part, unit Assy and body-in-white Assy, it is a molding section of this thin sheet that poured power most. In addition, in the case of a small car, suspension relation is combination structure of a thin sheet press cas, too. A conventional ladder shape frame and different manufacturing technique were demanded here. In other words it is to produce the press casts that surface quality (fluency, wrinkle nothing, the appropriate expansion and contraction, others) is good highly of precision without back spring. A person who has only expereince with a little heat distorted, joying, a repousse metal plate, and an arc welding were equal to just receiving the baptism of new technology about press molding. Domestic production of a monocock body, this was work of the field that nobody experienced. Translation of a French drawing, full-size drawing making, an application of Hino standard, model drawing making, model production and serial domestic production accomplish work by joint work of conventional designing department and manufacturing engineering department. On the other hand, cooked press sheet of 0.6mm compromises with 0.7mm with impossibility in an iron and steel maker of those days. On the other hand, on joining technology side, resistance welding (spot and seam welding in particular) was introduced replacing with arc welding. Flashbat welding is adopted for a chassis part (an axle pipe and the joining of a flange). It may be said that our spot welding, the seam welding, the projection, the history of flashbat welding began at this time. In addition, full-scale 1400t and a press factory mainly on triple action press are born with molding-related facilities in 1957. The technology is succeeded to afterward by Contessa 900, 1300, medium-sized cab truck, Hi-Lux
- Itchanged the common sennce of a way of thinkig about the high frequency quenching, the selection of materials with the introduction of gas cementation technology, and a way of thinking for strength. Nickel, chrome steel were used for casting amount of strength part ((crank shaft, axle shaft, ...), but switch to middle charcoal crude steel was enabled with a quenching condition tube law of nature, an aspect of quenching depth control (such as uniform quick cooling depth, the hardness). The stability of quality realized size down of shape, high strength, high tenacity. A development effect was really big to a larger-sized truck bus part, too. As a result, this quenching that was carried out in a heat-treatment factory was incorporated in a manufacturing process line and realized an in line. We were pioneers this among the industries.
(SE)
Notice: The text in this page is not interpreted by professional translator.
Please allow us some incorrect word or grammar.
Any your comments would be appreciated. (Site Owner)
本ページへのコメント&意見はこちら迄 (実名表記にて) 。
Any Comments to here would be appreciated (Please Use your one name)